 EN
EN
Página inicial / Notícias / Notícias da indústria / Como proteger ímãs NdFeB sinterizados para motores síncronos contra corrosão?
Notícias da indústria
Oct 24,2025
Como proteger ímãs NdFeB sinterizados para motores síncronos contra corrosão?
Por que os ímãs NdFeB sinterizados em motores síncronos são propensos à corrosão?
Antes de explorar métodos de proteção, é fundamental compreender as causas profundas da corrosão em ímãs sinterizados de NdFeB (neodímio-ferro-boro) — os ímãs permanentes mais fortes disponíveis, mas inerentemente vulneráveis à degradação. Esta vulnerabilidade é amplificada em motores síncronos (utilizados em veículos elétricos, acionamentos industriais e sistemas de energia renovável), que muitas vezes operam em ambientes agressivos:
Fraqueza da composição do material:
Os ímãs NdFeB sinterizados contêm 25–35% de neodímio (Nd) e 60–70% de ferro (Fe) – ambos metais altamente reativos. O Nd oxida rapidamente no ar para formar óxidos soltos e porosos (Nd₂O₃), enquanto o Fe enferruja (Fe₂O₃/Fe₃O₄) na presença de umidade. A estrutura sinterizada do ímã (formada por prensagem e aquecimento de pó) também cria pequenos poros (0,1–1 μm) em sua superfície - esses poros retêm umidade, oxigênio e contaminantes (por exemplo, óleo de motor, poeira), acelerando a corrosão localizada (corrosão).
Ambientes operacionais de motores síncronos:
Os motores síncronos expõem os ímãs a gatilhos de corrosão que pioram a degradação:
Umidade: Motores em veículos elétricos (parte inferior da carroceria), bombas industriais (perto de água) ou turbinas eólicas (externas) absorvem umidade ou vapor de água, que reage com Nd e Fe.
Flutuações de temperatura: Os motores aquecem durante a operação (80–150°C) e esfriam quando desligados – esse "ciclo térmico" causa condensação dentro do motor, depositando água líquida nas superfícies magnéticas.
Contaminantes Químicos: Lubrificantes de motor (com aditivos de enxofre ou cloro), refrigerantes (à base de glicol) ou vapores industriais (em fábricas) atuam como eletrólitos, acelerando a corrosão eletroquímica (a principal causa da falha do ímã).
Tensão mecânica: A vibração do rotor em motores síncronos de alta velocidade (por exemplo, motores de tração EV) pode quebrar os revestimentos protetores, expondo o material magnético descoberto a elementos corrosivos.
Se não for protegida, a corrosão reduz a densidade do fluxo magnético do ímã (em 5–20% dentro de 1–2 anos) e enfraquece sua resistência mecânica – levando eventualmente ao desequilíbrio do rotor, queda na eficiência do motor ou desintegração completa do ímã.
 Clique para visitar nossos produtos: ímãs NdFeB sinterizados em motores síncronos
Clique para visitar nossos produtos: ímãs NdFeB sinterizados em motores síncronos
Quais tecnologias de revestimento de superfície são mais eficazes para proteção contra corrosão?
Os revestimentos de superfície são a primeira linha de defesa para ímãs NdFeB sinterizados em motores síncronos —eles atuam como uma barreira entre o ímã e os elementos corrosivos. A escolha do revestimento depende da temperatura operacional do motor, da exposição à umidade e das restrições de custo. Abaixo estão as opções mais eficazes:
Revestimento eletrolítico de níquel-fósforo (Ni-P) (mais comum para motores)
Como funciona: Um processo de deposição química que forma uma camada uniforme e densa de níquel-fósforo (5–20 μm de espessura) na superfície do ímã. O revestimento é amorfo (não cristalino) quando depositado, e o tratamento térmico (200–400°C) o converte em uma estrutura dura e resistente ao desgaste (HV 800–1000).
Resistência à corrosão: Os revestimentos Ni-P resistem de 500 a 1.000 horas de testes de névoa salina neutra (NSS) (de acordo com ASTM B117) sem ferrugem vermelha - excedendo em muito o mínimo de 240 horas para aplicações em motores. O revestimento sela os poros superficiais e evita a penetração do eletrólito.
Vantagens do motor síncrono:
Tolera altas temperaturas (até 200°C) — compatível com a maioria das faixas de operação de motores síncronos (80–150°C).
Excelente adesão ao NdFeB sinterizado (mesmo em formatos irregulares de ímãs, como segmentos de arco para rotores).
Resiste ao óleo do motor e aos líquidos de arrefecimento – sem reação química com lubrificantes comuns.
Limitações: Suscetível a rachaduras sob ciclos térmicos extremos (por exemplo, motores EV que aquecem rapidamente de 25°C a 150°C). Para tais casos, um "acabamento Ni-P" (por exemplo, epóxi) é usado para aumentar a flexibilidade.
Revestimento de resina epóxi (econômico para ambientes com baixa umidade)
Como funciona: Um epóxi líquido (polímero termoendurecível) é pulverizado ou mergulhado no ímã e depois curado a 80–120°C para formar uma película fina (10–30 μm). Aditivos como partículas cerâmicas ou inibidores de corrosão (por exemplo, fosfato de zinco) podem ser misturados para aumentar o desempenho.
Resistência à corrosão: Os revestimentos epóxi padrão resistem de 200 a 400 horas de testes NSS; epóxi de “alto desempenho” (com inibidores de corrosão) chega a 600 horas. O revestimento é impermeável à umidade e aos óleos.
Vantagens do motor síncrono:
Baixo custo (1/3 do preço do Ni-P) – ideal para motores industriais com orçamento limitado (por exemplo, bombas pequenas).
Flexível – resiste a rachaduras causadas por vibração ou ciclos térmicos (crítico para motores de tração EV).
Propriedades isolantes – evita curto-circuito entre ímãs e componentes do rotor.
Limitações: Resistência a baixas temperaturas (máx. 120°C) – não é adequada para motores síncronos de alta potência (por exemplo, geradores de turbinas eólicas que atingem 150°C).
Revestimentos de deposição física de vapor (PVD) (alta temperatura, alto desempenho)
Como funciona: Um processo baseado em vácuo que evapora metais (por exemplo, alumínio, cromo) ou cerâmica (por exemplo, Al₂O₃, TiN) e os deposita como uma película fina (1–5 μm) na superfície do ímã. Os revestimentos PVD são densos, uniformes e aderem fortemente ao ímã.
Resistência à corrosão: Os revestimentos PVD Al₂O₃ suportam 1000 horas de testes NSS e resistem à oxidação até 500°C. Eles são imunes a ácidos, álcalis e refrigerantes de motor.
Vantagens do motor síncrono:
Tolerância extrema a temperaturas – ideal para motores síncronos de alta potência (por exemplo, motores de propulsão de aeronaves, acionamentos industriais) que operam entre 150 e 250°C.
Revestimento fino (sem impacto nas dimensões do ímã) – fundamental para montagens de rotor de precisão onde o tamanho do ímã afeta o equilíbrio.
Limitações: Alto custo (5x mais que o Ni-P) e limitado à produção de pequenos lotes – usado principalmente em motores aeroespaciais ou EV premium.
Revestimento de liga de zinco-níquel (Zn-Ni) (resistente à água salgada)
Como funciona: Um processo de galvanoplastia que forma uma liga de zinco-níquel com 5–15 μm de espessura (10–15% de níquel) na superfície do ímã. A liga forma uma camada passiva de óxido (ZnO·NiO) que cura automaticamente pequenos arranhões.
Resistência à corrosão: Suporta 1.000 horas de testes NSS – excelente para motores expostos à água salgada (por exemplo, motores síncronos marítimos, turbinas eólicas costeiras).
Vantagens do motor síncrono:
Resistência superior à água salgada – supera o Ni-P em ambientes costeiros ou marinhos.
Boa ductilidade – resiste a rachaduras causadas pela vibração do rotor.
Limitações: Menor resistência à temperatura (máx. 150°C) e custo mais elevado que o Ni-P para aplicações não marítimas.
Como otimizar o design do ímã e a montagem do motor para proteção contra corrosão?
Os revestimentos de superfície por si só não são suficientes – as opções de design para o conjunto do ímã e do motor desempenham um papel crítico na minimização do risco de corrosão. Essas otimizações complementam os revestimentos e prolongam a vida útil do ímã:
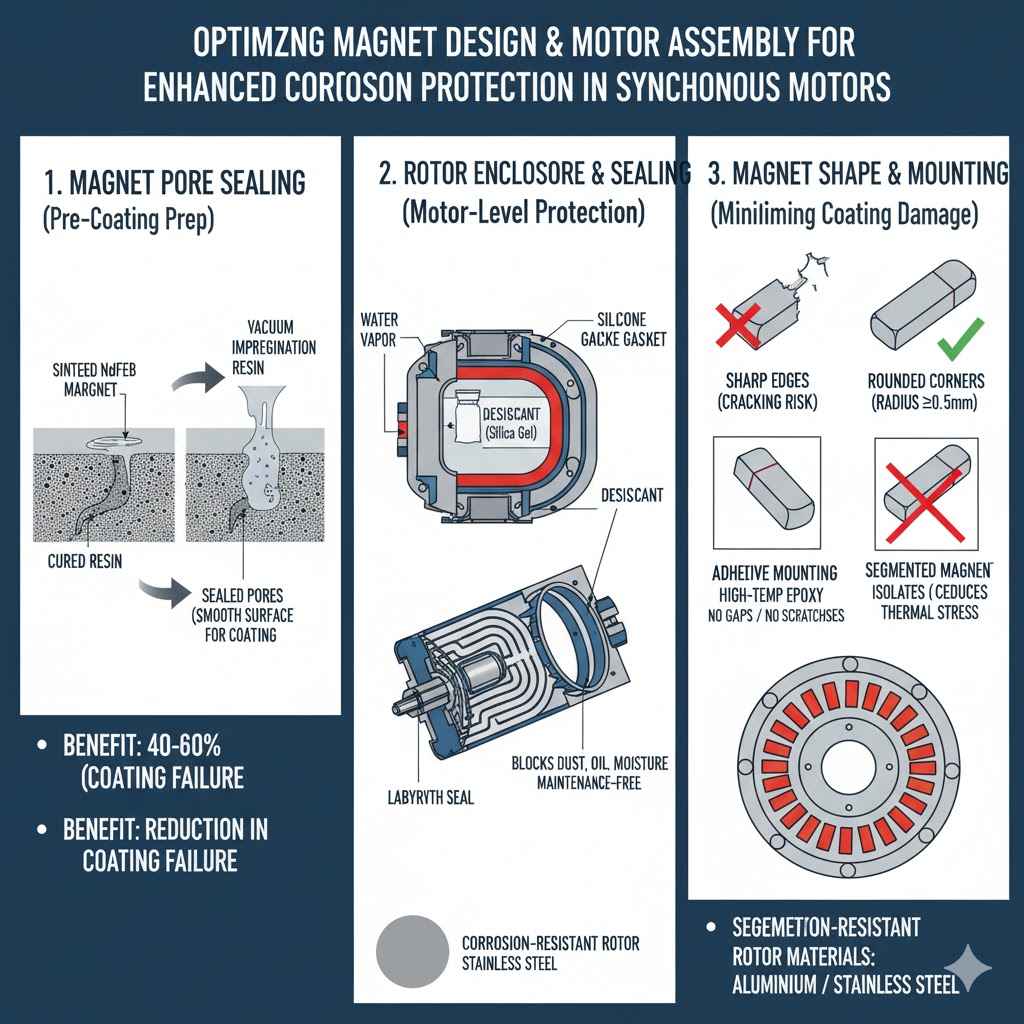
Vedação magnética de poros (preparação de pré-revestimento)
Os poros superficiais do NdFeB sinterizado retêm umidade e contaminantes, prejudicando a eficácia do revestimento. A vedação dos poros pré-revestida é essencial:
Processo: Após a sinterização, os ímãs são mergulhados em uma resina de baixa viscosidade (por exemplo, acrílico ou silicone) que penetra nos poros (por meio de impregnação a vácuo) e depois curados para selá-los. Isso cria uma superfície lisa e sem poros para adesão do revestimento.
Benefício: Os poros selados reduzem as falhas do revestimento em 40–60% - os revestimentos não fazem mais "pontes" sobre os poros (que podem rachar e deixar entrar umidade). Para ímãs de motores síncronos, esta etapa é obrigatória para revestimentos Ni-P ou PVD.
Invólucro e vedação do rotor (proteção no nível do motor)
O rotor do motor (onde os ímãs são montados) deve ser fechado para evitar que umidade e contaminantes atinjam os ímãs:
Vedação hermética: Para motores em ambientes úmidos (por exemplo, EVs, aplicações marítimas), use uma carcaça de rotor hermeticamente selada com juntas de borracha (por exemplo, nitrila ou silicone) para bloquear o vapor de água. Adicione um dessecante (por exemplo, sílica gel) dentro da caixa para absorver a umidade residual.
Vedações de labirinto: Para motores síncronos de alta velocidade (por exemplo, turbinas eólicas), use vedações de labirinto (aletas metálicas interligadas) no eixo do rotor - elas criam um caminho tortuoso que evita que poeira, óleo e umidade entrem na área do ímã. As vedações labirinto não necessitam de manutenção e são compatíveis com altas temperaturas.
Materiais do rotor resistentes à corrosão: Use alumínio ou aço inoxidável (304/316) para o núcleo do rotor – esses materiais não enferrujam e evitam a corrosão galvânica (quando metais diferentes, como ferro e cobre, reagem na presença de eletrólitos).
Formato e montagem do ímã (minimizando danos ao revestimento)
A forma como os ímãs são moldados e montados no rotor afeta a integridade do revestimento:
Bordas e cantos suaves: Evite bordas afiadas (que são propensas a rachaduras no revestimento) projetando ímãs com cantos arredondados (raio ≥0,5 mm). Bordas afiadas podem lascar durante a montagem, expondo o material magnético descoberto.
Montagem adesiva (em vez de fixação mecânica): Use adesivos epóxi de alta temperatura (por exemplo, resinas epóxi com enchimentos cerâmicos) para unir os ímãs ao rotor – braçadeiras mecânicas (por exemplo, suportes de metal) podem riscar os revestimentos ou criar lacunas onde a umidade se acumula. Os adesivos também preenchem pequenas lacunas entre os ímãs e o rotor, reduzindo a retenção de umidade.
Projeto de ímã segmentado: Para rotores grandes, use ímãs pequenos e segmentados (em vez de um ímã grande) – se o revestimento de um segmento estiver danificado, a corrosão será limitada a esse segmento (evitando a falha total do rotor). Os segmentos também reduzem o estresse térmico (menos expansão/contração), diminuindo o risco de trincas no revestimento.
Quais práticas operacionais e de manutenção evitam a corrosão?
Mesmo com revestimentos e otimizações de projeto, a manutenção regular e a operação adequada são essenciais para prolongar a vida útil do ímã em motores síncronos. Estas práticas abordam desgaste, danos ao revestimento e exposição ambiental:
Inspeção de rotina e reparo de revestimento
Inspeções visuais: A cada 6–12 meses (ou após exposição a condições extremas, como chuva forte), inspecione o interior do motor (através das portas de inspeção) em busca de sinais de corrosão: ferrugem vermelha/marrom em ímãs, revestimentos borbulhantes ou descascados ou depósitos de óxido branco.
Testes não destrutivos (END): Para motores críticos (por exemplo, turbinas eólicas), use testes ultrassônicos para detectar corrosão oculta sob os revestimentos (por exemplo, corrosão dentro dos poros) ou testes de correntes parasitas para verificar a espessura do revestimento.
Reparos pontuais: Se forem encontrados pequenos danos no revestimento (por exemplo, um arranhão), limpe a área com álcool, aplique uma pequena quantidade de resina epóxi (para motores de baixa temperatura) ou tinta de retoque Ni-P (para motores de alta temperatura) e cure de acordo com as orientações do fabricante. Isto evita que a corrosão localizada se espalhe.
Controle de umidade e temperatura
Desumidificação: Para motores armazenados ou operados em ambientes de alta umidade (UR >60%), instale um desumidificador na sala de máquinas ou use um rotor aquecido (um pequeno aquecedor dentro do rotor) para manter o interior seco (UR <40%).
Evite choque térmico: Minimize mudanças rápidas de temperatura (por exemplo, ligando um motor frio em plena carga) – o choque térmico causa rachaduras no revestimento. Em vez disso, aumente a velocidade do motor gradualmente (ao longo de 5 a 10 minutos) para permitir que o ímã e o revestimento aqueçam uniformemente.
Manutenção do líquido refrigerante: Para motores síncronos refrigerados a líquido, verifique os níveis e a qualidade do líquido refrigerante a cada 3–6 meses. Substitua o líquido refrigerante que esteja contaminado com água (use um refratômetro para medir a concentração de glicol) ou que tenha um pH fora da faixa de 7–9 (o líquido refrigerante ácido/alcalino corrói os revestimentos).
Gestão de Contaminantes
Controle de óleo e poeira: Mantenha a área do motor limpa – limpe imediatamente os derramamentos de óleo (o óleo do motor contém enxofre que degrada os revestimentos Ni-P) e use filtros de ar para evitar o acúmulo de poeira (a poeira retém a umidade, acelerando a corrosão).
Evite exposição a produtos químicos: Para motores industriais, certifique-se de que o motor não esteja exposto a ácidos, álcalis ou solventes (por exemplo, produtos químicos de limpeza). Se ocorrer exposição, enxágue a parte externa do motor com água (se for seguro) e seque-o completamente.
Manuseio em fim de vida
Quando um motor for retirado, remova e inspecione os ímãs – se os revestimentos estiverem intactos e a corrosão for mínima, os ímãs podem ser reutilizados em motores de baixa potência (por exemplo, bombas pequenas). Isso reduz o desperdício e reduz os custos de reposição. Para ímãs corroídos, descarte-os adequadamente (de acordo com as regulamentações locais) para evitar contaminação ambiental (Nd é um metal de terras raras que pode infiltrar-se no solo/água).
Quais são as melhores práticas para aplicações específicas de motores síncronos?
As necessidades de proteção contra corrosão variam de acordo com a aplicação – abaixo estão recomendações personalizadas para os usos mais comuns de motores síncronos:
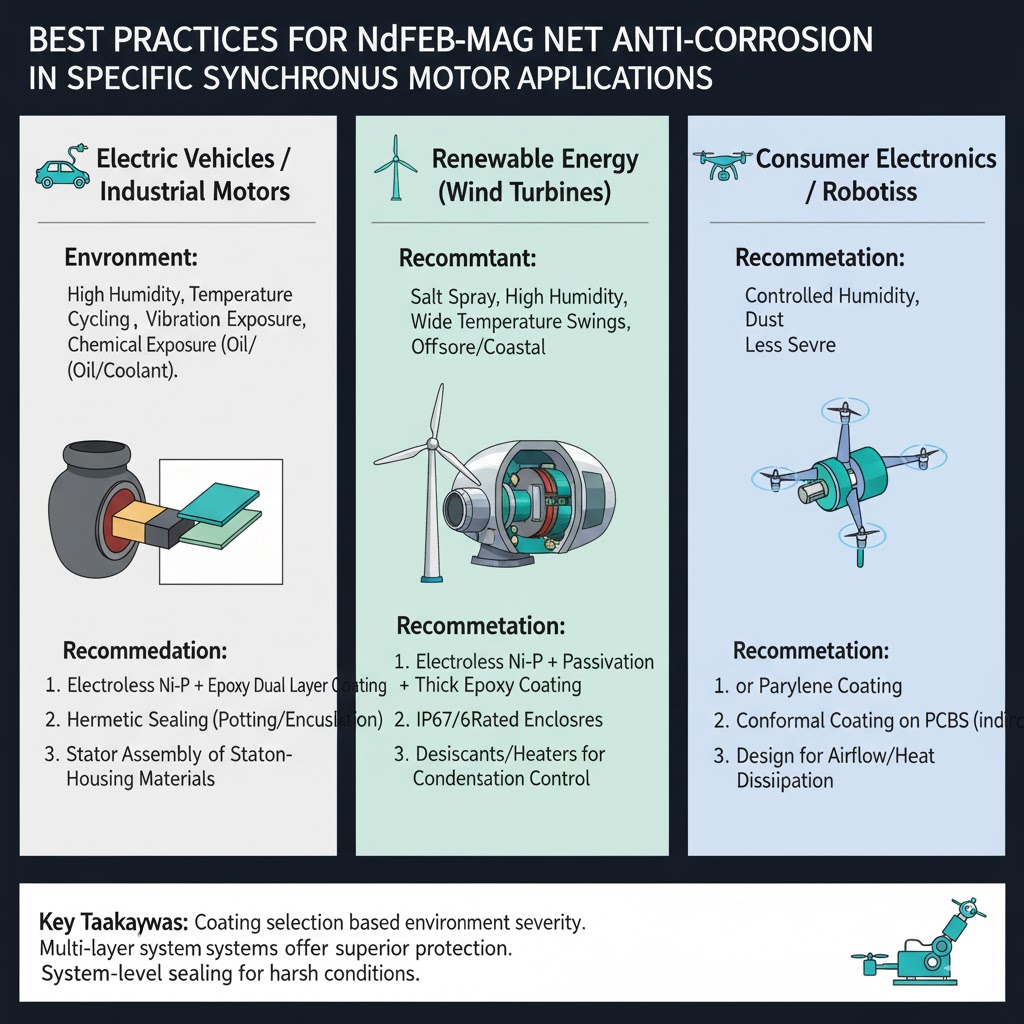
Motores de tração EV (alta vibração, ciclagem térmica)
Revestimento: Acabamento epóxi Ni-P (Ni-P para resistência à corrosão, epóxi para flexibilidade para suportar vibrações/ciclos térmicos).
Projeto: Rotor hermeticamente selado com juntas de silicone, ímãs segmentados colados com epóxi de alta temperatura e um dessecante na carcaça do rotor.
Manutenção: Inspecione a qualidade do líquido refrigerante a cada 6 meses, evite dirigir em águas profundas (para evitar vazamentos na carcaça) e repare danos no revestimento após colisões.
Geradores de turbina eólica (exterior, exposição à água salgada)
Revestimento: Liga Zn-Ni (para turbinas costeiras) ou PVD Al₂O₃ (para turbinas interiores de alta temperatura).
Projeto: Vedações em labirinto no eixo do rotor, núcleo do rotor em aço inoxidável e proteção contra chuva sobre o motor para evitar exposição direta à água.
Manutenção: Inspeções anuais de END, limpe o exterior do motor com água doce a cada 3 meses (para remover depósitos de sal) e substitua os dessecantes a cada 2 anos.
Motores de bombas industriais (molhado, exposição química)
Revestimento: Resina epóxi com inibidores de corrosão (benefício) ou Ni-P (para resistência química).
Design: Vedação hermética do rotor, ímãs montados com adesivo e carcaça do rotor resistente à corrosão (alumínio).
Manutenção: Verifique mensalmente se há vazamentos de líquido refrigerante, substitua as juntas desgastadas a cada 12 meses e evite usar produtos químicos de limpeza fortes perto do motor.
Em resumo, a proteção de ímãs NdFeB sinterizados em motores síncronos requer uma abordagem multicamadas: revestimentos de superfície eficazes (adequados à aplicação), otimizações de projeto (vedação de poros, vedação de rotor) e manutenção regular (inspeção, controle de umidade). Ao combinar essas estratégias, os fabricantes e operadores podem estender a vida útil do ímã de 5 a 8 anos para 15 a 20 anos, reduzindo o tempo de inatividade do motor e os custos de substituição – essenciais para a confiabilidade de veículos elétricos, sistemas de energia renovável e equipamentos industriais.
Jinlun Magnet especializada em pesquisa e desenvolvimento, produção e vendas de terras raras permanentes de alto desempenho materiais magnéticos.
Links rápidos
Informações de contato.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 Nº 330 Xinxing 1st Road, Parque Industrial Xinxing, Rua Zonghan, cidade de Cixi, província de Zhejiang, China
Nº 330 Xinxing 1st Road, Parque Industrial Xinxing, Rua Zonghan, cidade de Cixi, província de Zhejiang, China
Código QR móvel
Direitos autorais © Tecnologia Co. do ímã de Ningbo Jinlun, Ltd. Todos os direitos reservados.
Fabricante de ímã NdFeB sinterizado na China fábrica de ímã NdFeB sinterizado no atacado

SUPERIOR

